WAAM - Bildbasierte Prozessüberwachung: Unterschied zwischen den Versionen
Keine Bearbeitungszusammenfassung |
K (UniPa-fj verschob die Seite Bildbasierte Prozessüberwachung nach WAAM - Bildbasierte Prozessüberwachung: Neuer Titel) |
(kein Unterschied)
| |
Version vom 16. November 2022, 13:21 Uhr
Ein stabiler Lichtbogenschweißprozess ist entscheidend um qualitativ hochwertige Bauteile zu produzieren. Der WAAM Prozess ist charakterisiert durch komplizierte physikalische, chemische, thermische und metallurgische Eigenschaften. Eine ungeeignete Parametrisierung führt zu einer Reihe von mikro- und makroskopischen Defekten wie Porenbildung, Spratzer, Oxidation, etc. welche besonders in einer ungleichmäßigen Schweißraupenhöhe kulminieren. Dies überträgt sich auf die nächste Schicht und verändert dadurch den Schweißabstand somit den Lichtbogenschweißprozess. Je komplexer die zu fertigenden Bauteile sind, desto schwieriger ist es, vorab eine geeignete Parametrisierung (Schweißgeschwindigkeit, Drahtvorschub, etc.) festzulegen um eine gleichmäßige Form der Schweißraupen zu garantieren. Herkömmlichen WAAM-Systemen fehlt eine schichtinterne Materialauftragskontrolle und das "Einfahren" einer Anlage auf bestimmte Bauteile ist daher zeitaufwendig und somit teuer. Bestimmte Bauteile können auf Grund ihrer komplexen Geometrie u.U. überhaupt nicht gedruckt werden. Um WAAM vielseitiger in der Fertigung einsetzen zu können, wurden auf Basis von Bilddaten einer Schweißkamera Algorithmen entwickelt, welche Unregelmäßigkeiten während des Schweißens detektieren können und darauf aufbauend Kompensationsstrategien ermöglichen.
Echtzeit Überwachung des Schweißabstands
... als indirekte Methode zur Erfassung der Schweißraupenhöhe. Der gesuchte Abstand setzt sich zusammen aus der Schweißdrahtlänge und einem konstanten nicht sichtbaren, durch die Kamerakalibrierung aber bekannten Anteil.

Schweiß-Kamera im Abstand von 20cm zum Schweißgerät.
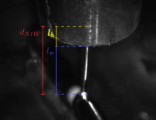
Schweiß-Kamera Aufnahme während des Prozesses. Schweißabstand (rot).


Wie?
... mit Hilfe eines Daten getriebenen Ansatzes. Ein Machine-Learning Verfahren, speziell geeignet für semantische Segmentierung, wurde auf Schweißkamera Bilder adaptiert um den Schweißdraht in seiner Form und Position zu erkennen. Da der Draht verfahrensbedingt regelmäßig in das Schmelzbad taucht um einen Kurzschluß auszulösen, lässt sich dem entsprechend der Abstand aus den längsten Drahtlängen ableiten.


Detektion von Spratzern
Spratzer sind ein Indikator für einen destabilisierten Schweißprozess. Sie deuten auf falsche Maschinenparametereinstellung, einen zu großen Schweißabstand bzw. Depositionsdeffekte hin.