WAAM - Bildbasierte Prozessüberwachung
Ein stabiler Lichtbogenschweißprozess ist entscheidend um qualitativ hochwertige Wire-Arc Additive Manufacturing (WAAM) Bauteile herzustellen. Die Formgebung steht in engem Zusammenhang mit der dyamischen Fluidcharakteristik des Schmelzbads, welche in hohem Maß durch Prozessparameter (Schweiß-Strom, -Spannung, Verfahr-, Drahtvoschub-Geschwindigkeit, etc.) beeinflußt wird. Ungeeignete Parametrisierung führt zu einer Reihe von Defekten wie Porenbildung, Spratzer, Oxidation, lokale Materialanhäufungen, verspätetes Verfestigen etc., welche insbesondere in einer ungleichmäßigen Schweißraupenhöhe kulminieren. Unregelmäßigkeiten in den Schweißraupen übertragen sich auf die nächste Schicht und bauen sich mit der Zeit auf. Dadurch verändert sich der Schweißabstand und somit der Lichtbogenschweißprozess wodurch es zu Spratzerbildung, Ablagerungsdefekten und Kollisionen kommen kann. Herkömmliche WAAM-Systeme haben keine schichtinterne Materialauftragskontrolle um Veränderungen im Schweißabstand während der Fertigung kompensieren zu können, was sich limitierend auf die mögliche Komplexität der Bauteilgeometrien auswirkt. Um WAAM vielseitiger in der Fertigung einsetzen zu können, wurden auf Basis von Bilddaten einer Schweißkamera Algorithmen entwickelt, mit deren Hilfe Unregelmäßigkeiten während des Schweißens detektiert und Kompensationsstrategien in Echtzeit ermöglicht werden.
KI-gestützte Überwachung des Schweißabstands und der Drahtposition
Die Schweißkamera ist fest mit dem Schweißbrenner verbunden, wodurch die Perspektive auf die Bearbeitungszone fixiert ist. Während des Schweißens kommt es prozessbedingt zu Kontakt zwischen oszillierendem Draht und Schmelzbad. Zu diesen Zeitpunkten lässt sich der Arbeitsabstand aus den entsprechenden Schweißkamerabildern durch Drahtlänge und einer nicht sichtbaren aber durch die Kamera-Kalibrierung bekannten Länge ermitteln.

Schweiß-Kamera im Abstand von 20cm zum Schweißgerät.
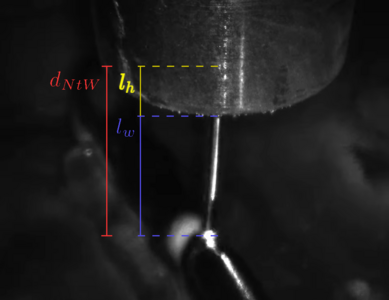
Schweiß-Kamera Aufnahme während des Prozesses. Schweißabstand (rot).


Wie?
Ein neuronales Netzwerk, speziell geeignet für semantische Segmentierung, wurde auf Schweißkamera Bilder adaptiert und trainiert um den Schweißdraht in seiner Form und Position zu erkennen. Aus einer Drahtrepresentation lässt sich die Länge und der Schwerpunkt ableiten, dessen horizontale Komponente herangezogen werden kann um Aufschluss über den Verschleißzustand des Führrohrs zu erhalten.
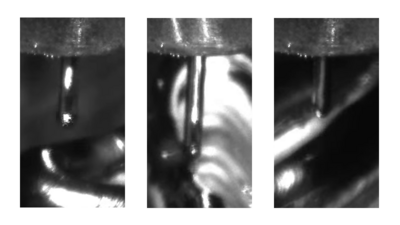
Verschiedene Schweißdrahtrepräsentationen.
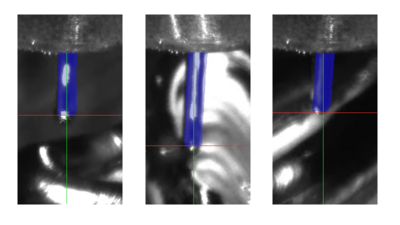
Erkannte Drähte und abgeleitete Informationen (Länge und Schwerpunkt).


Anwendung
Auf Basis der Drahtlängenmessung wurde eine Closed-Loop Regelung aufgebaut. Unregelmäßigkeiten in der Schweißraupenhöhe werden durch Anpassung von Prozessparametern (Roboter-Verfahrgeschwindikeit, Drahtvorschubgeschwindigkeit) ausgeglichen. Details zur Methodik, siehe [1]. Dadurch lassen sich Bauteile mit verbesserten Materialeigenschaften und höherer Geometrietreue drucken. Ausserdem ist es nun möglich komplizierte Geometrien beispielsweise mit Überhängen zu drucken, was ohne Regelung nicht möglich ist. Gänzlich vermeiden lassen sich lokale Materialanhäufungen nicht, denn prozessbedingt wird beispielsweise beim Kreuzen von Schweißraupen die Untere nicht vollständig aufgeschmolzen.
Bei Verwendung von bestimmten Materialien wie beispielsweise Stahllegierungen verschleißt das Drahtführrohr zunehmend, was zu einem Schlackern des Schweißdrahtes und dadurch zu Ablagerungsdefekten und Spratzerbildung führen kann. Schlackern des Drahtes lässt sich nun detektieren, indem die horizontale Komponente der Schwerpunkte der Drahtrepräsentationen über die Zeit beobachtet wird. Dadurch kann die Laufzeit einer Drahtführung adaptiv bestimmt werden.
![Beispiele additiv gefertigter Bauteile mit und ohne Prozessregelung. [1]](/images/thumb/a/a0/Ergebnis_steuerung.png/400px-Ergebnis_steuerung.png)
Beispiele additiv gefertigter Bauteile mit und ohne Prozessregelung. [1]
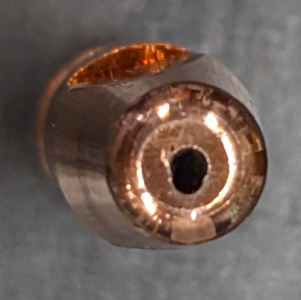
Zu 50% verschließene Drahtführung.
![Beispiele additiv gefertigter Bauteile mit und ohne Prozessregelung. [1]](/index.php/Datei:Ergebnis_steuerung.png)

Detektion von Spratzern
Spratzer sind ein Indikator für einen destabilisierten Schweißprozess, sie können verschiedene Ursachen haben und deren Monitoring dient der Qualitätsüberprüfung.
Wie?
Spratzerbildung ist ein temporäres Phänomen und in Schweißkamerabildern durch vereinzelte, mehrfach auftretende helle Punkte charakterisiert. Mit klassischer Bildverarbeitung gelingt es potenzielle Spratzer zu isolieren (Hintergrund-Subtraktion, Clustering, Zusammenhangskomponenten-Analyse).
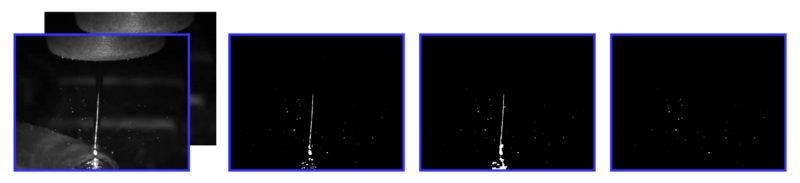
Bildverarbeitungsschritte zur Spratzererkennung.

Im nächsten Schritt werden echte Spratzer von spiegelnden Reflexionen abgegrenzt, welche dieselbe Charakteristik aufweisen können. Im Gegensatz zu Spratzern existieren diese meist über mehrere Frames und können durch Vergleich des zu verarbeitenden Frames mit dessen Vorgänger- und Nachfolger-Frame identifiziert werden.

Monitoring Ergebnis, detektierte Spratzer (rot). Spratzer-ähnliche spiegelnde Reflexionen auf der Schweißraupe werden herausgefiltert.

Anwendung
Datenquelle für Optimierungsstrategien bezüglich Design und Pfadplanung, Ex-situ Tests und eine Implementierung eines Digitalen Zwillings Prozessorientierter Digitaler Zwilling in WAAM.