Von Reisch hochgeladene Dateien
Zur Navigation springen
Zur Suche springen
Diese Spezialseite listet alle hochgeladenen Dateien auf.
| Datum | Name | Vorschaubild | Größe | Beschreibung | Versionen |
|---|---|---|---|---|---|
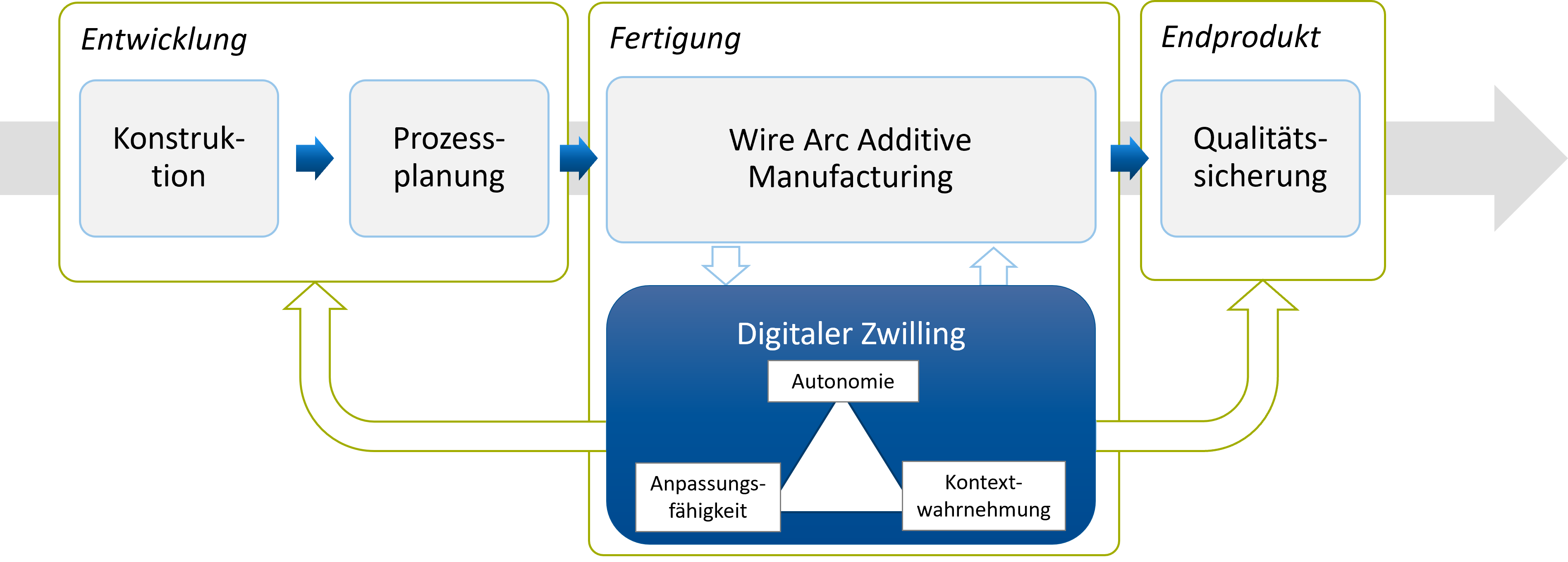
| 11:23, 2. Dez. 2022 | ÜberblickDTinWAAM.png (Datei) |  |
162 KB | Überblick über den prozessorientierten Digitalen Zwilling in WAAM Copyright: <ref>R.T. Reisch, ''Prozessorientierter Digitaler Zwilling für die Additive Fertigung mittels Lichtbogenauftragsschweißen'', (TUM, 20xx), </ref> | 1 |
| 10:26, 30. Nov. 2022 | CLC WAAM.gif (Datei) |  |
3,17 MB | Video einer Schweißkamera (Cavitar C300) des WAAM-Prozesses mit integrierter Messung der Drahtlänge (engl. Stickout) mit Hilfe eines neuronalen Netzes. Die Zeitreihe der gemessenen Drahtlänge dient als Eingangsgröße für die Prozessregelung, welche in <ref name=Reisch>R.T. Reisch, ''Prozessorientierter Digitaler Zwilling für die Additive Fertigung mittels Lichtbogenauftragsschweißen'', (TUM, 20xx), </ref> vorgestellt wurde. Copyright: <ref name=Reisch>R.T. Reisch, ''Prozessorientierter Digi… | 1 |
| 09:56, 30. Nov. 2022 | WAAM Highspeed.gif (Datei) |  |
4,72 MB | Highspeed-Video des WAAM-Prozesses: Es ist der oszillierende Draht zu sehen, welcher sich im Rahmen eines Cold Metal Transfer (CMT)-Zyklus auf und ab bewegt. Copyright: <ref>R.T. Reisch, ''Prozessorientierter Digitaler Zwilling für die Additive Fertigung mittels Lichtbogenauftragsschweißen'', (TUM, 20xx), </ref> | 1 |
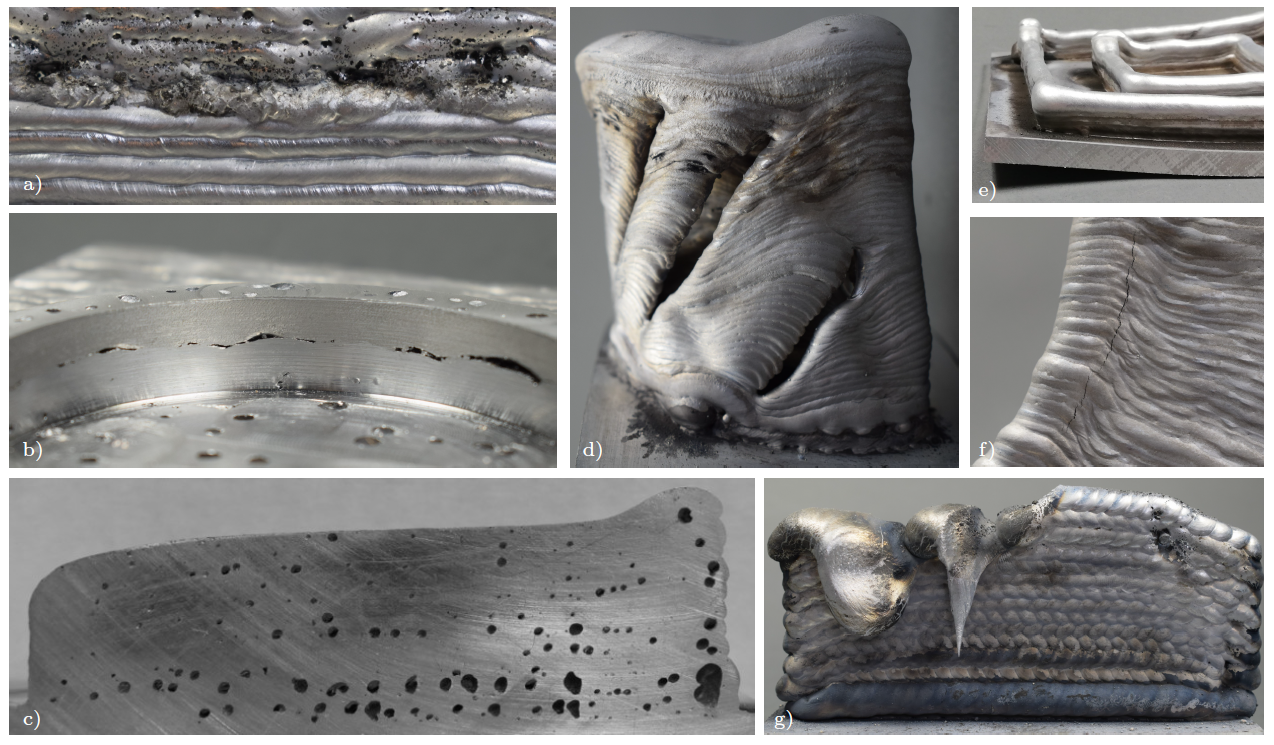
| 09:46, 30. Nov. 2022 | Prozessdefekte WAAM.PNG (Datei) |  |
1,76 MB | Defekte im WAAM-Prozess: * a) Oxidation und Schlacke * b) Bindefehler * c) Porosität und Formabweichung * d) Humping-Effekt, Unstetigkeit und Oxidation * e) Verzug * f) Riss * g) Durchschweißung copyright: Reisch <ref Reisch>R.T. Reisch, ''Prozessorientierter Digitaler Zwilling für die Additive Fertigung mittels Lichtbogenauftragsschweißen'', (TUM, 20xx), </ref> | 1 |
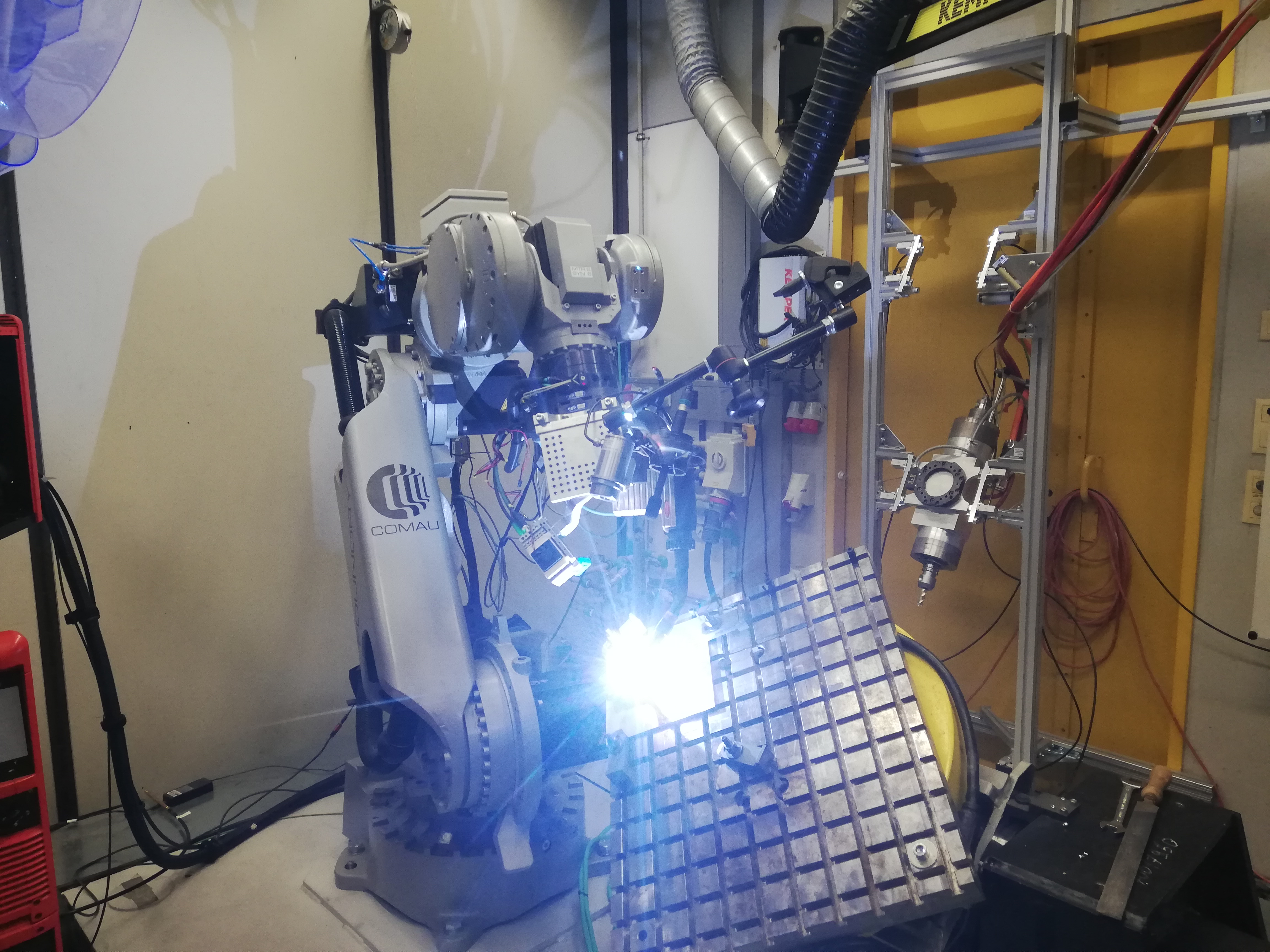
| 15:12, 23. Nov. 2022 | Robotbased WAAM.jpg (Datei) |  |
3,73 MB | 2 | |
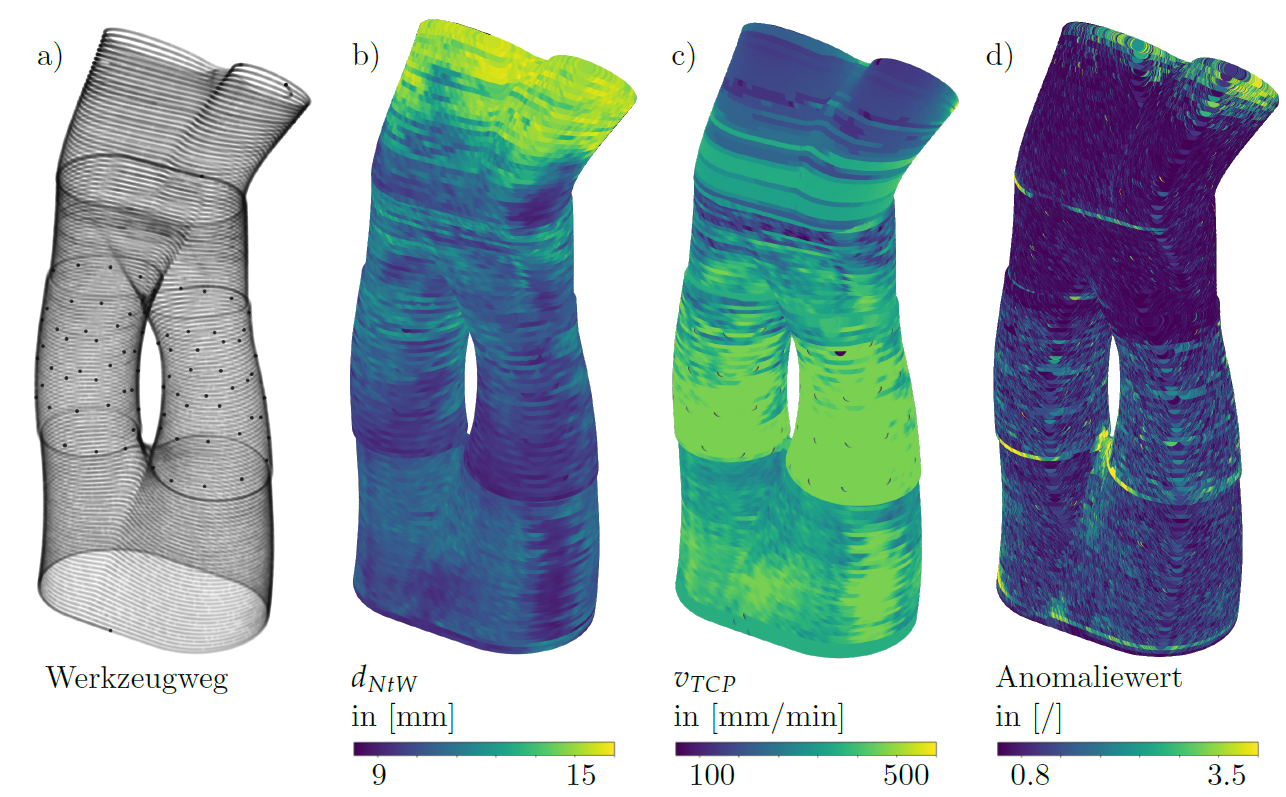
| 15:05, 23. Nov. 2022 | DigitalerZwillingBionischerArm.png (Datei) |  |
1,04 MB | Digitaler Zwillings eines mittels WAAM aufgebauten bionischen Arms: a) Werkzeugweg b) Gemessene Distanz zwischen Schweißbrenner und Bauteil im Prozess c) Angepasste Schweißgeschwindigkeit d) Detektierte Anomalien copyright: Reisch | 1 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}