Pulverbettüberwachung bei Laserschmelzen von Metallpulvern
| Arbeitspaket | ? |
| Konsortialpartner | FHWS, Toolcraft |
Metallpulver wird schichtweise auf die Bauplattform aufgetragen und mit einem sog. Recoater eingeebnet. Der Recoater nimmt dabei das Pulver von der Dosierplattform auf, verteilt das Material in einer gleichmäßigen Schichtdicke auf der Bauplattform und schiebt überschüssiges Material in den Überlaufbehälter.
Hintergrund und Herausforderung
Der schichtweise Aufbau des Bauteils bedingt einen sich wiederholenden Vorgang des Material-/Pulverauftrags. Wird dieser Materialauftrag nicht korrekt durchgeführt – meistens handelt es sich um Schichtdicken < 100 µm – kommt es zu Fehlern bei der Belichtung bzw. bei dem Schmelzen des Metallpulvers. Daher ist ein großer Teil der Prozessüberwachungseinrichtungen im Bereich der Pulverbettüberwachung angesiedelt.
Der Stand der Technik bei der Pulverbettüberwachung setzt hauptsächlich verschiedene Kameratechniken ein. Es sind aber auch andere Ansätze vorhanden wie unten aufgeführt. Es können während des Beschichtungsprozesses Fehler im Pulverbett auftreten. Wenn beispielsweise das Pulver beim Schmelzvorgang nicht vollständig aufgeschmolzen wird, können sich Klumpen oder Spritzer bilden und am Recoater haften bleiben. Während des Recoating-Prozesses können diese Partikel dabei über das Pulverbett zufällig verteilt werden, wodurch Mulden oder Furchen bzw. allgemein ein ungleichmäßiger Auftrag des Pulvers entsteht. Kerben, Rillen, Schlieren oder Schwankungen in der Pulverdicke können auch auf ein beschädigten Recoater hinweisen.
Für die Erfassung des Pulverbettzustands kommt in den meisten praktischen Fällen eine einfache S/W-Kamera zum Einsatz unterstützt durch Lichtquellen für die ausreichende Beleuchtung. Es wird dann nach jeder Schicht mittels unterschiedlicher Bildverarbeitungsansätzen versucht den Zustand des Pulverbetts zu klassifizieren.
Die Ansätze sind:
- Kantendetektion / Helligkeitsverteilung
- Klassifikation mittels trainierter neuronaler Netze
- Bild-Stapelverarbeitung aus mehreren Belichtungsszenen
- Einsatz von Linienkameras (vgl. Scanner am Kopiergerät)
- Einsatz eines mitfahrenden Laserlinienscanners am Recoater
Herausforderungen sind bei der bildbasierten Prozessüberwachung die perspektivische Verzerrung auf Grund von verschiedenen Kamerablickwinkeln sowie die Ausleuchtung des Bauraums.
Kollision zwischen Bauteil und Recoater
Eine weitere Fehlerklasse ist das Treffen bzw. Kollidieren der Klinge des Recoaters auf verzogene Teile oder erhöhte Kanten. Dies führt ebenfalls zu Störquellen für die Pulverdicke und zum Verschleiß der Recoaterklinge. Bedingt wird dies durch die impulsförmige Anregung der Mechanik deren Antwort-/Schwingungsverhalten sich meist in einer wellenförmigen Oberfläche des Metallpulvers ausdrückt. Im schlimmsten Fall reißt der Recoater das Bauteil ab und es kommt zu massiven Schäden.
Unvollständiger Pulverauftrag
Ursache können die Vibrationen des Antriebs, Pulverdynamik oder ein Bauteilkontakt mit dem Recoater sein, die die Klinge in Schwingung versetzt. Folglich kann dies zu einer Doppelbelichtung einer Schicht führen. Die resultierenden Fehlerbilder sind unterschiedlich, wie sichtbare Riefen im Bauteil oder Fehlstellen im Gefüge. Bei einem wiederholtem Wärmeeintrag derselben Kontur, bei ausbleibendem Pulveraufzug, kann es zu einer lokalen Überhitzung kommen. Speziell an Randbereichen mit kleineren Scanvektoren verschwimmen die Hatchvektoren und es bildet sich eine große Schweißbahn. Es entstehen Spannungen, aufgrund der zu geringen Wärmekapazität und -leitfähigkeit des Materialvolumens und des zu hohen Temperaturgradienten in der Baukammer.
Wenn aufgeschmolzenes Material auf eine bereits belichtete Kontur trifft können Spratzer entstehen, die eine geringe Anbindung an die Oberfläche haben und die Klinge des Recoaters beschädigen.
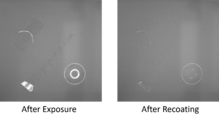
Beispiel: Erfasste Bilder pro Schicht ("after exposure", "after recoating")
Beispiel: Ein massiver Schaden im Pulverbett und die zeitliche Veränderung


Verwendung von mehreren Bildern pro Schicht für die Beurteilung
Ein weiterer Ansatz zur Erfassung des Zustands vom Pulverbett ist es mehrere Lichtquellen und Bilder zu verwenden. In der Abbildung ist der grundsätzliche Ansatz dargestellt. Es werden mindestens zwei Beleuchtungsszenen gewählt und jeweils eine Bild erstellt. Mittels Bildverarbeitungsalgorithmen werden die Unterschiede in den Bildern sichtbar gemacht. Im Idealfall einer perfekt glatten Pulveroberfläche ist das Bild der Oberfläche immer gleich egal aus welcher Richtung ein Seitenlicht auf die Oberflächen gehalten wird. Sind Abweichungen z.B. „Furchen“ im Pulverbett ist dies nicht der Fall, da der Schattenwurf an unterschiedlichen Positionen ist je nach Lichtrichtung.
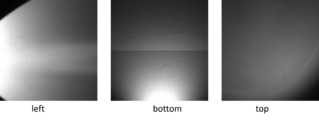
Beispiel Bilder mit drei unterschiedlichen Belichtungssituationen
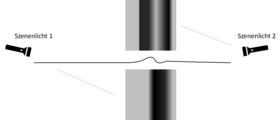
Prinzipdarstellung für Pulverbettüberwachung mit mehreren Lichtszenen


Einsatz eines Laserlinienscanners
Überwachungsansatz durch Messung des Höhenprofils des Pulverbettes. Überwachungsansätze mit Kameras können nicht direkt die Pulverbetttopologie oder das Höhenprofil erfassen. Durch die Anbringung eines Laserlinienscanners am Recoater ist es möglich, den Baubereich zu scannen. Die Geschwindigkeit des Recoaters bestimmt die Auflösung, z.B. die Anzahl der gescannten Linien pro Strecke in Fahrtrichtung. Die resultierende Punktwolke eignet sich dann zur Erstellung eines Höhenprofil des Pulverbettes pro Schicht. Der dargestellte Aufbau scannt eine Zeile mit 1280 Punkten in 5 Millisekunden. Die Länge der Linie und damit die Auflösung entlang des Linienverlaufs ist abhängig von der Höhe. Sie beträgt etwa 120 μm. Die Geschwindigkeit des Recoaters beträgt 50 mm/s und daher beträgt die resultierende Auflösung in Fahrtrichtung 4 Zeilen pro mm. Für die interessierende Region, den Baubereich, ergibt sich ein Bild mit 1280 × 1000 Punkten für eine Schicht.
Jeder Punkt enthält zwei Werte. Der eine ist die Höhe relativ zum dem montierten Sensor. Der zweite ist die gemessene Reflexionsintensität des Lasers.
Anhand der gemessenen Laserprofilhöhe kann der Sprung richtig bestimmt werden. Die Information die aus der Laserreflexionsintensität abgeleitet werden kann, ist vergleichbar mit einer Pulverbettkamera. Das liegt daran, dass das Messprinzip das gleiche ist. Die Höhe kann direkt und präzise bestimmt werden. Hier können Grenzwerte genau definiert werden, ohne dass eine Datenverarbeitung, Bildbearbeitung oder Training von Schwellenwerten nötig ist.
Die Oberfläche wird mittels Laserlinien-Scanner erfasst (rote Linie auf Bauteil)

Diese Darstellung wurde aus den Höhenlinien des Laserlinienscanners berechnet. Rot/Blau zeigen Bereich zu großer Abweichung der Pulverbett-Höhe

Aufbau und Einbau des Laserlinienscanners in den 3D-Metalldrucker EOS M290


