Einsatz des SLM-Verfahrens als Alternative zur spanenden 5-Achsbearbeitung auf Dreh-/Fräszentren
| Arbeitspaket | 4: Adaption und Übertragbarkeit der Prozessfähigkeit auf andere Bauteile |
| Konsortialpartner | FHWS, turbocut |
Neben dem Austausch mit Toolcraft gab es weitere Arbeitstreffen mit turbocut Jopp. Hier wurde das Bauteil ➭Förderschnecke (Abbildung 1) als geeignetes Bauteil identifiziert um dies in einen Vergleich zur konventionellen Herstellung zu ziehen.
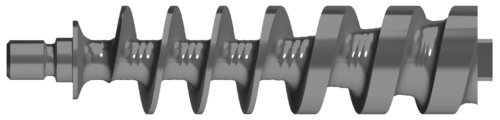
Abbildung 1: Förderschnecke gedreht / 3D-Ansicht

Dabei soll dieses Bauteil mittels ➭selektivem Laserschmelzen und ➭Binder Jetting hergestellt werden. Die Förderschnecke besteht aus einem ➭martensitisch rostfreien Vergütungsstahl und wird dazu verwendet, vorgewolftes organisches Material innerhalb eines rohrförmigen Gehäuses von Knorpeln, Knochenfragmenten, Sehnenanteilen und/oder anderen Fremdkörpern zu befreien (Abbildung 2).

Abbildung 2: Förderschnecke im Lochzylinder / 3D-Ansicht

Im ersten Teil der Förderschnecke ist der Kerndurchmesser der ➭Schneckenwelle kleiner ausgeführt, so dass das Material in das gelochte, rohrförmige Trenngehäuse gefördert werden kann. Das vorgewolfte, weiche, organische Material wird mittels der Förderschnecke an die Innenwand des Trenngehäuses gefördert und durch die Ausleitbohrungen gepresst. Der harte, sehnige Anteil des Materials wird der sogenannten Kompressionszone kontinuierlich zugeführt. Hierbei steigt durch die Veränderung des Kerndurchmessers der Förderdruck. Größere und harte Fragmente werden mittels Schneidrillen kleingebrochen, um leichter zum Auslass transportiert werden zu können. Die unterschiedlichen Steigungen haben unmittelbaren Einfluss auf die Förderleistung, den gleichbleibenden Förderdruck und eine hohe Festigkeit beim Schneidvorgang.
Der Fokus dieses Projekts liegt nicht auf einer Gewichtsoptimierung, sondern auf der wirtschaftlichen Betrachtung einer ➭Varianten-Fertigung. Konkretisiert wird der Vergleich an der Förderschnecke mit den Einflussfaktoren Material, Gewindesteigungen und Hinterschliffen. Bei der Optimierung und der konstruktiven Gestaltung der Förderschnecke und damit der Funktion des Gerätes sind die Grenzen der ➭spanenden Herstellung maßgeblich. Ein Drucken kann somit den Gestaltungsraum vergrößern, muss aber zunächst auf Eignung und Wirtschaftlichkeit geprüft werden. Die Förderschnecke wurde bereits mit ➭Al10Mg-Pulver seitens der FHWS gedruckt. Angebote für das Binder Jetting mit Edelstahl werden derzeit eingeholt. Abbildung 3 zeigt die gedruckte Förderschnecke mittels SLM-Verfahren.

Abbildung 3: Fehlstellen Druck

Aus bisher ungeklärten Gründen sind deutliche Fehlstellen bzw. Versätze zu erkennen, welche im weiteren Verlauf und durch realen Einsatz bei turbocut Jopp untersucht und bewertet werden müssen. Weiterhin ist zu untersuchen, welche Einflussgrößen diese Fehlstellen verursacht haben. Auch ist bereits ersichtlich, dass eine Nacharbeit an den Oberflächen unabdingbar ist.
Weiterhin wurden die Einsatzmöglichkeiten der additiven Fertigung am konkreten Beispiel der Fördermesser mit – zurzeit – aufgelöteten Schneidbalken aus ➭HSS geprüft (Abbildung 4). Der Grundkörper des Messer besteht dabei aus Chromstahl.

Abbildung 4: Fördermesser manuell gelötet

Dieses Produkt wird in einem sogenannten Trennsatz zur Verbesserung der Qualität von gewolftem Fleisch eingesetzt, indem er bereits während des Wolfens einen hohen Anteil der im Fleisch enthaltenen Hartteile und Sehnen aussondert (Abbildung 5). Dadurch entfällt das manuelle Ausbeinen und ein Verstopfen des Fleischwolfs durch Hartteile.

Abbildung 5: Fördermesser Grundkörper mit einem aufliegenden Schneidbalken

Das Fördermesser hat dabei zwei schneidende Seiten. Auf der dem Fleischwolf zugewandten Seite befinden sich die aufgelöteten Schneidbalken aus HSS-Stahl. Demgegenüber werden Pendelklingen eingesetzt, die mögliche Unebenheiten ausgleichen können.
Die Schneidbalken werden per Hand eingelötet. Dabei werden die Grundkörper gleichmäßig erwärmt, vorbereitete Lotblättchen aufgebracht, mit denen dann der Schneidbalken befestigt wird. Überflüssiges Lot verschmutzt den Grundkörper und muss aufwändig entfernt werden, fehlendes Lot ermöglicht ➭Lunker, in den sich Lebensmittel festsetzen und schimmeln können und daher geschlossen werden müssen. Tieferliegende Lunker können nicht hundertprozentig ausgeschlossen werden.
Im Rahmen einer – durch die FHWS betreuten – studentischen Projektarbeit wurde eine Materialauswahl für die additive Fertigung der Schneidbalken ermittelt, d.h., welche keramischen Werkstoffe in Kombination mit den verschiedenen additiven Verfahren für das vorliegende Produkt geeignet sind.
Eine der Herausforderungen des Themas liegt in der Detektierbarkeit des additiv zugefügten Materials und einer Lebensmittelunbedenklichkeit, da gegebenenfalls Abrieb in dem zu wolfenden Produkt des Kunden entstehen kann. Aufgrund der mechanisch gewünschten Eigenschaften wurde ➭Wolframcarbid identifiziert und als mögliches Bindematerial mit ➭Kobalt herausgearbeitet. Diese Kombination ist „ca. viermal so leitfähig wie V2A“ und „ca. drei- bis viermal so hart wie HSS“ sowie für die Lebensmittelverarbeitung zugelassen.
Bedingt durch die unterschiedlichen Wärmeausdehnungskoeffizienten von Stahl und Keramik können jedoch Schichtbindungsprobleme entstehen. Mit weiteren Recherchen wurde die Verwendung von ➭Halbzeugen geprüft aber aus wirtschaftlichen Gründen erst einmal verworfen.
Daher wurde im weiteren Verlauf des Projekts noch einmal ein größeres Augenmerk auf die Materialpaarung gelegt, jedoch mit einem externen Partner. Nach der Materialauswahl wurde ein Demonstrator aufgebaut. Auf dem nachfolgenden Bild (Abbildung 6) kann man gut erkennen, dass das Gefüge in den Schneiden porenfrei und sehr homogen ist. Der Demonstrator wird nun noch getestet und das Verfahren am Demonstrator auf eine wirtschaftliche Serienfertigung hin bewertet. Stand heute für die turbocut Jopp GmbH ein sehr gutes Ergebnis, welches wir ohne das Projekt und die Projektpartner so nicht erreicht hätten!

Abbildung 6: Demonstrator Grundkörper mit "aufgedruckten" Schneidbalken
