Oberflächeneigenschaften bei Laserschmelzen von Metallpulvern: Unterschied zwischen den Versionen
Fhws (Diskussion | Beiträge) Keine Bearbeitungszusammenfassung Markierung: Manuelle Zurücksetzung |
Fhws (Diskussion | Beiträge) Keine Bearbeitungszusammenfassung |
||
| Zeile 57: | Zeile 57: | ||
*R<sub>a</sub> in Abhängigkeit zur Bauplattform | *R<sub>a</sub> in Abhängigkeit zur Bauplattform | ||
[[Datei:Ra BPF. | [[Datei:Ra BPF.png|200px|thumb|left|R<sub>a</sub> in Abhängigkeit zur Bauplattform] | ||
Version vom 23. August 2022, 08:43 Uhr
Oberflächeneigenschaften bei Laserschmelzen von Metallpulvern
Um die Qualität des gefertigten Bauteils festzustellen ist eine Untersuchung und Beurteilung der Oberfläche notwendig.
Hintergrund und Herausforderung
Mit dem Projektpartner toolcraft wurde ein Arbeitstreffen für eine offene Diskussion über das Thema Oberflächenqualität angesetzt. Hierbei standen bei toolcraft strömungstechnische Bauteile im Fokus, mit dem Ansatz, die Geometrie dieser zu verändern um auch feinere Strukturen untersuchen zu können. Geplant war hierbei zwischen den Projektpartner FHWS und toolcraft ein Druckjob, mit dem gleichen Bauteil und dem gleichen Material aber mit zwei unterschiedlichen Anlagen. Dieses Vorhaben konnte aufgrund von unterschiedlichen Materialhandhabungen nicht durchgeführt werden. Dennoch konnten die Erkenntnisse aus diesem Gespräch in Form eines weiteren Ansatzes verwertet werden. Da immer noch im Fokus stand, wann ein Bauteil als gut bzw. schlecht eingegliedert wird wurde die Methodik des Design of Experiments (kurz: DoE) herangezogen.
Design of Experiment
[....Einleitungssatz und Verlinkung zu DoE ...]. Die Design of Experiment Matrix (DoE-Matrix) ermöglicht pro unveränderten Prüfkörper verschiedene Einstellungsparameter miteinander zu kombinieren. In diesem Untersuchungsrahmen wurden folgende Parameter festgelegt:
- Hatch-Abstand
- Scangeschwindigkeit
- Laserleistung
- Position auf der Bauplattform (x/y)
Um die Qualität der Oberfläche nach dem Druckjob bewerten zu können werden folgende Messungen durchgeführt:
- relative Dichte
- Härte
- Oberflächenrauheit
Untersuchungsobjekt - Ikosaeder
Bei dem Prüfkörper handelt es sich um einen sogenannten Ikosaeder. Dieser hat insgesamt 20 Flächen mit gleichseitigen Dreiecken. Es wurde sich hierfür entschieden um so verschiedene Orientierungen aufgrund der Vielzahl an Flächen auf der Bauplattform und zum Recoater untersuchen zu können. Hierbei kann abgeleitet werden, wie die Orientierung eines Bauteils Einfluss auf die Qualität des gedruckten Teils hat.
Vorgehen
Um die Ausgangsfrage beantworten zu können wurde folgendes Vorgehen verfolgt.
- Erstellung der DoE-Matrix
- Druckjob Ikosaeder
- Durchführung der Messungen
- Auswertung der Messergebnisse

DoE-Matrix und Druckjob der Ikosaeder
Insgesamt 27 Ikosaeder mit unterschiedlichen Paramentern resultieren aus der DoE-Matrix. Während dem Druckjob musste ein Ikosaeder ausgeblendet werden, weil dieser niO war. Daher sind es letztendlich 26 Ikosaeder mit der gleichen Orientierung im Raum. Insgesamt konnten von den 20 Flächen nur 18 ausgewertet werden, da eine Fläche für den Support und die andere Fläche für die Ikosaeder-Nummerrierung verwendet wurde. Der Druckjob erfolgte stützstrukturenfrei.
Messungen
- relative Dichte:
Um die relative Dichte zu untersuchen wurde von derselben Fläche jedes Ikosaeders ein Schliffbild erstellt. Hier wurde die Relation von schwarzen zu weißen Poren bestimmt, um daraus die relative Dichte ableiten zu können.
- Härte
Die Härteprüfung erfolgte nach Vickers 4N.
- Oberfläche
Der Fokus dieser Untersuchungen lag auf dem Mittenrauwert Ra und der Rautiefe Rz . Hierfür wurde das Messgerät 'Mahr Mahrsurf LD 130' verwendet. Die Messung erfolgte taktil mit einer Taststrecke von ca. 4 mm.
Auswertung
- relative Dichte + Dichte:
keine siginifikanten Erkenntnisse.?
- Festlegung der Orientierungen



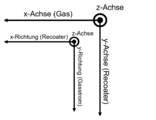
Orientierung der Achsen
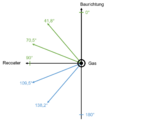
Orientierung der Bauplattform
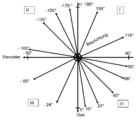
Orientierung Recoater
- Ra in Abhängigkeit zur Bauplattform
[[Datei:Ra BPF.png|200px|thumb|left|Ra in Abhängigkeit zur Bauplattform]